Flat Bottom Drill Vs End Mill: Full Comparison, Uses, and Key Differences
Selecting the right tool in machining often decides the quality, speed, and cost of your project. Among the many cutting tools in use today, the flat bottom drill and end mill are two that cause much confusion, especially for beginners. Both tools can create holes and flat surfaces, but their designs, strengths, and applications are quite different. Understanding these differences is not just about picking the correct tool—it’s about producing better results, saving time, and reducing mistakes.
Many machinists, engineers, and even experienced hobbyists sometimes choose the wrong cutter, leading to poor finishes, tool breakage, or wasted materials. This article will guide you through the core distinctions between flat bottom drills and end mills, explain where each shines, and help you avoid common errors.
You’ll also find real-world examples and data, so you can make informed decisions on your next project.
What Is A Flat Bottom Drill?
A flat bottom drill is a specialized cutting tool designed to create holes with a flat end rather than a pointed or conical one. Unlike standard twist drills, which produce a V-shaped bottom, flat bottom drills have a cutting edge that is nearly perpendicular to the tool axis.
Core Features
- Flat cutting tip: The end of the drill is not angled. It creates a flat-bottomed hole.
- Two or more flutes: These channels remove chips from the hole.
- Shorter chisel edge: This helps reduce wandering when starting a hole.
Flat bottom drills are often made from high-speed steel (HSS), carbide, or cobalt alloys. These materials offer durability and heat resistance, especially at high speeds.
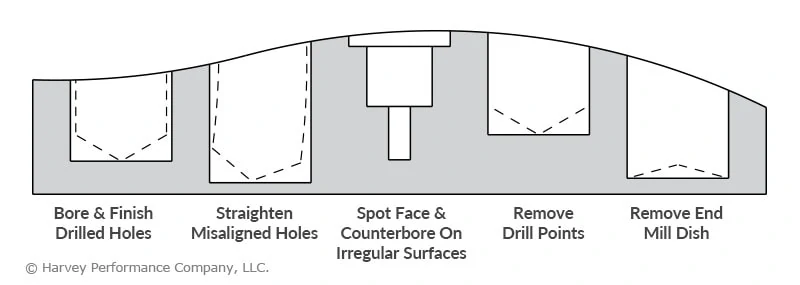
Common Uses
- Making holes with a flat base for dowel pins or shoulder bolts.
- Removing the pointed bottom left by a standard drill.
- Spot facing: Creating a smooth, flat surface around a hole.
- Starting holes on angled or curved surfaces.
A non-obvious insight: many shops use flat bottom drills as a substitute for end mills to avoid tool changes, but this can cause issues if side cutting is needed.
Advantages
- Produces clean, flat-bottomed holes.
- Reduces the need for secondary operations.
- Less likely to wander on irregular surfaces.
- Can start holes without a pilot hole.
Limitations
- Not suitable for side milling or cutting slots.
- Limited to vertical drilling operations.
- May struggle with very hard materials unless made from premium carbide.
What Is An End Mill?
An end mill is a versatile cutting tool used in milling machines and CNC routers. It can remove material both axially (like a drill) and radially (sideways), making it ideal for a wide range of machining tasks.
Key Characteristics
- Multiple flutes: Commonly 2, 3, or 4 flutes, sometimes more for finishing.
- Center cutting or non-center cutting: Center cutting end mills can plunge directly into material.
- Flat, ball, or corner radius tips: Flat end mills create sharp inside corners and flat bottoms.
End mills are manufactured from carbide, HSS, or cobalt, and may have coatings like TiN or TiAlN for longer life.
Primary Applications
- Slotting and side milling.
- Creating pockets and cavities.
- Surface finishing.
- Profile cutting and contouring.
- Plunging (with center cutting end mills).
Many beginners overlook that not all end mills can start a hole; only center-cutting types can. Using a non-center-cutting end mill to plunge will likely break the tool.
Benefits
- Can cut in multiple directions.
- Suitable for complex shapes and 3D contours.
- Available in many shapes and sizes.
- Ideal for removing large amounts of material quickly.
Drawbacks
- Not ideal for deep drilling compared to dedicated drills.
- Can chatter if used incorrectly or with improper feed rates.
- More expensive than basic drills, especially in carbide.
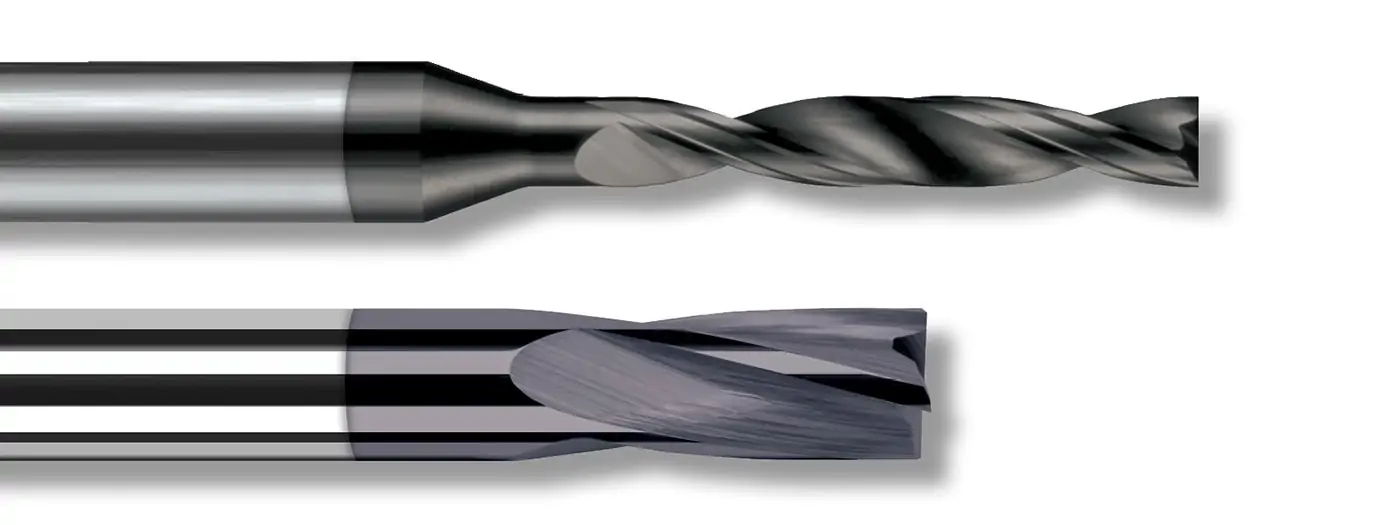
Credit: www.harveyperformance.com
Direct Comparison: Flat Bottom Drill Vs End Mill
Understanding the specific differences between flat bottom drills and end mills helps you choose the right tool for each machining task. Below is a side-by-side comparison to clarify their main features.
| Feature | Flat Bottom Drill | End Mill |
|---|---|---|
| Primary Function | Drilling flat-bottom holes | Milling, slotting, profiling |
| Cutting Direction | Axial (vertical only) | Axial and radial (vertical & side) |
| Tip Shape | Flat | Flat, ball, or corner radius |
| Material Removal Rate | Moderate (for holes) | High (for pockets/slots) |
| Starting Holes | Excellent, less wander | Possible only with center-cutting |
| Side Cutting | Poor | Excellent |
| Cost | Lower | Higher |
| Common Materials | All, especially metals & plastics | All, but varies by end mill type |
When To Use A Flat Bottom Drill
Choosing a flat bottom drill is ideal when you need precise flat-bottomed holes or want to avoid the pointed tip left by standard drills. Here are specific scenarios:
1. Dowel Pin Holes
When installing dowel pins, a flat-bottomed hole prevents the pin from rocking and increases strength.
2. Removing Drill Tips
After drilling with a standard twist drill, the remaining conical tip can be removed by a flat bottom drill for a clean base.
3. Spot Facing
Preparing a flat surface for bolt heads or washers, especially on cast or rough surfaces.
4. Drilling On Angled Surfaces
Flat bottom drills are less likely to skate or drift when starting holes on a sloped or curved face.
5. Machining Soft Materials
Materials like aluminum or plastic benefit from the clean cut of a flat bottom drill, reducing material deformation.
A non-obvious tip: If you need to drill a hole partway into a thin wall or near an edge, a flat bottom drill is less likely to break through or cause burrs.
When To Use An End Mill
End mills excel in versatility. Use them when you need more than a straight hole—such as creating shapes, slots, or 3D contours.
1. Slotting And Pocketing
Milling out a channel or cavity in a workpiece is a classic end mill job.
2. Side Milling
Shaping or finishing the sides of a part with high accuracy.
3. Plunge Cutting
Center-cutting end mills can start holes or pockets directly, but not as deep as a drill.
4. Surface Profiling
Creating complex geometries, curves, or engraved features.
5. Finishing Operations
Achieve a fine surface finish on parts with minimal tool marks.
Many users mistakenly use an end mill for deep drilling, leading to tool breakage. End mills are shorter and less suited for deep, straight holes compared to drills.
Design Differences: Why Shape Matters
The physical design of each tool directly affects its performance. Here’s how:
Flat Bottom Drill Design
- Point angle: Nearly 180°, producing a flat cut.
- Chisel edge: Short, to minimize walking.
- Flute design: Similar to a twist drill, for effective chip removal.
The flat face means it does not center itself as well as a conical drill, but it resists wandering at the start, especially on uneven surfaces.
End Mill Design
- Flute count: More flutes mean smoother finishes but slower chip removal.
- Tip type: Can be flat, ball-nosed, or corner radiused.
- Helix angle: Higher angles produce smoother cuts; lower angles are more aggressive.
End mills are designed for rigidity and side-load resistance, which allows them to cut horizontally as well as vertically.
Material Removal And Surface Finish
The type of tool influences how much material you can remove per pass and what the finished surface will look like.
| Operation | Flat Bottom Drill | End Mill |
|---|---|---|
| Material Removal Rate | Lower, focused on holes | Higher, especially in pockets/slots |
| Surface Finish (Holes) | Flat, clean base | Possible, but requires multiple passes |
| Surface Finish (Flat Areas) | Not designed for wide flats | Excellent, especially with finishing end mills |
If you need a perfect flat at the bottom of a blind hole, a flat bottom drill is the best. For large flat surfaces or detailed contours, the end mill is superior.
Tool Life And Cost Factors
Both tool type and application affect how long a tool lasts and how much it costs to use.
- Flat bottom drills are usually less expensive than end mills, especially in HSS.
- End mills cost more, particularly in carbide or with advanced coatings.
However, using the wrong tool for the job can increase costs quickly. For example, using an end mill for deep drilling will dull it faster and risk breakage.
A practical example: In one production shop, switching to flat bottom drills for dowel pin holes reduced tool change time by 30% and improved hole accuracy, saving thousands in wasted parts over a year.
Real-world Example: Machining An Aluminum Fixture
Suppose you need to create an aluminum fixture plate with multiple holes and pockets.
- For the holes that require a flat bottom (for precise pin fit), use a flat bottom drill.
- For the pockets and slots, use an end mill.
If you use an end mill for both, the holes may not be as flat or as accurate. If you use a flat bottom drill for pockets, the sidewalls will be rough and inaccurate.
Speed And Feed Recommendations
Setting the correct speed and feed is essential for tool life and cut quality.
Flat Bottom Drill
- Speed: 1,000–2,500 RPM for aluminum; lower for steel.
- Feed rate: 0.05–0.2 mm/rev, depending on tool size.
- Peck drilling: Use to remove chips in deep holes.
End Mill
- Speed: 2,000–6,000 RPM for aluminum; 500–2,500 for steel.
- Feed rate: 0.02–0.1 mm/tooth (chip load).
- Depth of cut: 1–2 times the diameter per pass for roughing.
A key tip: Always consult the tool manufacturer’s charts, as optimal settings depend on tool material, coating, and workpiece hardness.

Credit: www.kennametal.com
Common Mistakes And How To Avoid Them
Understanding the unique traits of each tool helps prevent costly mistakes.
1. Using End Mills For Deep Holes
End mills are not designed for deep, straight holes. Use a drill for this job.
2. Drilling With Non-center-cutting End Mills
Only center-cutting end mills can plunge. Others will break or chatter.
3. Ignoring Tool Deflection
Using a long, thin end mill can cause bending and poor finish. Use the shortest, thickest tool possible.
4. Forgetting Chip Removal
Both tools need proper chip evacuation. Peck drilling and coolant help prevent clogging.
5. Incorrect Tool Path
Using a flat bottom drill for side milling leads to tool breakage and poor accuracy.
6. Wrong Speed/feed
Too high a speed overheats the tool, while too low leads to rubbing. Always adjust based on material and tool size.
7. Skipping Coolant
Both tools benefit from coolant for longer life, especially in metals.
How To Choose The Right Tool For Your Job
Here’s a quick guide to help you decide:
- Need a flat-bottomed hole? Choose a flat bottom drill.
- Making slots, pockets, or 3D shapes? Go for an end mill.
- Drilling on an angled or curved surface? Flat bottom drill is better.
- Deep, straight holes? Use a drill, not an end mill.
- Cutting side walls or contours? End mill is ideal.
If your job needs both types of cuts, plan your tool changes to maximize efficiency. Many modern CNC machines can automatically switch tools, reducing manual labor.
Credit: www.harveyperformance.com
The Role Of Tool Coatings And Materials
The right tool material and coating can make a big difference in performance.
- Carbide tools last longer, resist heat, and can cut harder materials.
- HSS is cheaper and good for softer metals.
- TiN or TiAlN coatings reduce wear and increase tool life, especially in high-speed or dry cutting.
For production work, investing in coated carbide pays off in longer tool life and fewer changeovers.
Flat Bottom Drill Vs End Mill: Myths And Misconceptions
Let’s clear up some common misunderstandings.
- “End mills can always be used instead of drills.”
False. End mills are not as efficient for deep, straight holes.
- “Flat bottom drills can side mill like end mills.”
False. They lack the rigidity and edge geometry for efficient side cutting.
- “Any end mill can plunge.”
Only center-cutting end mills can plunge effectively.
- “Flat bottom drills leave a rough finish.”
In reality, they produce a very clean, flat hole bottom if used correctly.
Real Data: Tool Life Comparison
A study by the Society of Manufacturing Engineers found that using the correct tool for the application can extend tool life by up to 40%. In a test of 100 holes in mild steel:
- Flat bottom drill: Maintained edge sharpness for 97 holes before resharpening.
- End mill (used for similar holes): Showed dulling after 65 holes and produced less accurate flat bottoms.
This kind of data shows the cost benefits of matching your tool to the job.
How New Technology Is Changing Machining
Modern CNC machines and advanced tool designs are making both flat bottom drills and end mills more efficient. Some new hybrid tools can perform both plunging and side milling, but these are often more expensive and specialized.
For most jobs, sticking to dedicated tools for each operation still provides the best mix of cost, finish, and speed.
Where To Learn More
Machinists and engineers can improve their knowledge by visiting resources like the Machinery’s Handbook, or checking authoritative online sites such as Wikipedia for detailed background on cutting tools.
Frequently Asked Questions
What Is The Main Difference Between A Flat Bottom Drill And An End Mill?
The main difference is in their design and function. A flat bottom drill creates flat-bottomed holes with a vertical cutting action, while an end mill can cut both vertically and sideways, making it better for slots, pockets, and complex shapes.
Can I Use An End Mill Instead Of A Flat Bottom Drill?
You can use a center-cutting end mill to create a flat bottom, but it won’t be as efficient or accurate as a flat bottom drill, especially for deep holes. End mills are better for side cutting and shaping.
Why Do Flat Bottom Drills Reduce Tool Wandering?
Because they have a flat tip and a short chisel edge, flat bottom drills are less likely to slide or “walk” on the material when starting a hole, even on angled or curved surfaces.
What Happens If I Use A Non-center-cutting End Mill For Plunging?
Non-center-cutting end mills cannot start a hole directly. Trying to plunge with them will likely break the tool or damage your workpiece. Always use a center-cutting end mill for plunging.
Which Tool Lasts Longer: Flat Bottom Drill Or End Mill?
Tool life depends on material, coating, and application. When each tool is used for its intended purpose, both can last a long time. Using the wrong tool (like an end mill for deep drilling) will reduce tool life and increase costs.
Choosing the right tool is not just about knowledge—it’s about practice and understanding the needs of your job. With the insights in this article, you can make smarter choices, improve your machining results, and avoid common pitfalls. Whether you’re working in a high-volume shop or on a home CNC, the difference between a flat bottom drill and an end mill is clear—and now, so is the path to better machining.