If you’ve ever tried to tap a hole for a metric bolt, you know that using the right drill bit size is crucial for getting threads that work well. But what size drill bit should you use for an M8x1.25 tap? At first, it seems like a simple question. The answer, though, involves understanding how taps work, what “M8x1.25” means, and what happens if you pick the wrong size. In this article, you’ll get a clear, step-by-step explanation so you can drill with confidence, whether you’re a hobbyist, a professional, or just someone trying to fix something at home.
Making a threaded hole that fits an M8 bolt tightly, without stripping or cross-threading, depends on getting this detail right. Choosing the right drill bit size isn’t just about looking up a number; there’s reasoning behind it, along with tips and best practices that even experienced people sometimes overlook.
By the end of this article, you’ll know exactly what drill bit to use, how to prepare your workpiece, and how to avoid common mistakes that can ruin your project.
What Does M8x1.25 Mean?
Before picking a drill bit, it’s important to understand what M8x1.25 stands for. These numbers are not random—they tell you exactly what kind of bolt and thread you’re dealing with.
- M stands for metric, meaning the measurements are in millimeters.
- 8 is the nominal diameter, so the bolt is 8 millimeters wide.
- 1.25 is the thread pitch, or the distance between threads, in millimeters.
So, an M8x1.25 tap is used to make a threaded hole that fits an 8mm diameter bolt with 1.25mm between each thread. This is the most common thread pitch for M8 bolts. There is also a fine pitch (for example, M8x1.0), but unless specified otherwise, M8x1.25 usually means the standard coarse pitch.
Knowing the pitch is important because different pitches need different drill sizes. Mixing them up can cause weak threads or bolts that don’t fit.
How Tapping Works
Tapping is the process of cutting internal threads inside a hole, so a bolt or screw can fit tightly. The tap is a tool that looks a bit like a bolt, but with sharp edges that cut into the material. To tap a hole for an M8x1.25 bolt, you need to:
- Drill a hole of the correct size (the “tap drill”).
- Use the tap to cut threads into the hole.
The tap drill size is usually smaller than the bolt’s diameter. This is because you are only removing enough material to allow the threads to form, while leaving enough material for the threads themselves to grip the bolt securely.
What Size Drill Bit For M8x1.25 Tap?
The recommended drill bit size for an M8x1.25 tap is 6.8mm. This is the standard size for tapping a hole for an M8x1.25 bolt.
You can remember this by using a simple formula:
- Tap Drill Size = Major Diameter – Thread Pitch
For M8x1.25:
- Major Diameter = 8mm
- Thread Pitch = 1.25mm
So:
- 8mm – 1.25mm = 6.75mm
Most people round this up to the nearest standard drill size, which is 6.8mm.
If you are using inch drill bits, the closest size is a 17/64 inch bit, but this is slightly smaller (about 6.75mm). For best results, use a 6.8mm metric drill bit.
Why Not Use A Bigger Or Smaller Drill Bit?
Using the correct drill bit size is important for thread strength and fit.
- Too small: The tap has to remove too much material. This makes tapping harder, increases the risk of breaking the tap, and can result in weak threads.
- Too large: The threads will be too shallow, and the bolt may not hold securely.
For strong, reliable threads, always use the recommended 6. 8mm drill bit for M8x1. 25 taps.
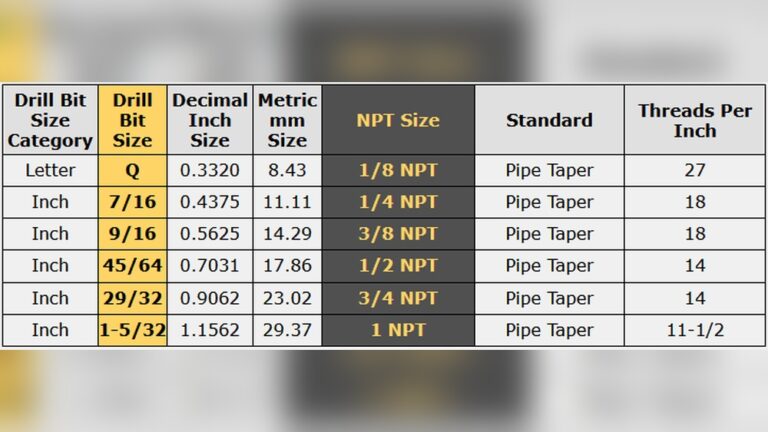
Drill Bit Size And Thread Pitch Table
Here’s a useful reference for some common metric tap sizes and their recommended drill bits:
| Tap Size | Thread Pitch (mm) | Drill Bit Size (mm) |
|---|---|---|
| M6 x 1.0 | 1.0 | 5.0 |
| M8 x 1.25 | 1.25 | 6.8 |
| M10 x 1.5 | 1.5 | 8.5 |
| M12 x 1.75 | 1.75 | 10.2 |
| M8 x 1.0 (fine) | 1.0 | 7.0 |
Notice that the drill bit size always leaves enough material for strong threads, but not so much that tapping is difficult.
How To Drill And Tap For An M8x1.25 Bolt
Knowing the correct size is only half the work. Here’s a practical guide to help you get the best results when drilling and tapping for an M8x1. 25 bolt.
1. Mark The Hole Location
Use a center punch to make a small dent where you want to drill. This helps the drill bit start in the right place and keeps it from wandering.
2. Drill The Hole
Secure your workpiece so it doesn’t move. Use a 6.8mm drill bit and drill at a slow, steady speed. Use cutting oil if you’re drilling metal; this keeps the bit cool and helps make a clean hole.
Tip: For deep holes, pull the bit out occasionally to clear chips and prevent binding.
3. Check Hole Depth
If you need a specific thread depth, mark your drill bit with tape or use a depth stop. For through-holes, drill all the way through. For blind holes (holes that don’t go all the way), make sure the hole is deep enough for the bolt plus a little extra for the tap’s pointed end.
4. Tap The Hole
Start the tap straight, turning it by hand for the first few threads. Use cutting oil. Turn the tap a full turn forward, then half a turn back to break chips and avoid binding.
Tip: For deep or hard materials, remove the tap occasionally to clean out chips.
5. Clean And Test
After tapping, clean out the hole. Use compressed air or a brush. Test the fit with an M8x1. 25 bolt— it should turn smoothly with little play.
Real-world Example
Let’s say you’re repairing a motorcycle engine cover. The original bolt is an M8x1. 25. The thread is damaged, so you need to re-tap it.
- Drill out the old threads with a 6.8mm bit.
- Use an M8x1.25 tap to cut new threads.
- Clean the hole and test with a new M8x1.25 bolt.
If you use a different drill size, the bolt may not hold, or you might strip the new threads.
Common Mistakes And How To Avoid Them
Even experienced machinists sometimes make mistakes when tapping holes. Here are some common errors, and how to avoid them:
- Using the wrong drill size: Always check your tap and drill chart. Don’t guess or use whatever bit is “close enough.”
- Drilling too fast: High speeds can cause heat, dull the bit, and lead to oversized holes. Use moderate speed and pressure.
- Forgetting cutting oil: This makes tapping much harder and increases the chance of breaking the tap, especially in hard metals.
- Not clearing chips: Chips can jam the tap. Back out the tap often, especially in deep holes.
- Tapping crooked: Start the tap as straight as possible. Use a tap guide if available.
Metric Vs. Imperial Drill Bits For M8x1.25 Taps
Sometimes, you may not have a metric drill bit set. Can you use an imperial (inch) drill bit instead? For an M8x1. 25 tap, the ideal size is 6. 8mm.
- 6.8mm = 0.2677 inches
- The closest standard imperial drill bit is 17/64″ (0.2656 inches)
The difference is small (about 0. 05mm), so you can use a 17/64” bit in a pinch. However, the threads may be a little tighter than ideal, making tapping harder. For best results, use a proper 6. 8mm bit.
Tapping Different Materials
The recommended drill bit size assumes you are tapping mild steel or aluminum. But what if you’re working with softer or harder materials?
- Softer materials (plastics, soft aluminum): You can use the same size, but tapping will be easier.
- Harder materials (stainless steel): Stick with 6.8mm, but go slowly and use plenty of cutting fluid.
- Thin materials: Sometimes you may need to use a slightly smaller drill bit to ensure there is enough thread.
Always consider the material’s properties. Some machinists use a slightly larger bit for very hard metals to reduce tap breakage, but this weakens the threads.
Thread Engagement: Why Drill Size Matters
When you tap a hole, the amount of the bolt’s thread that actually touches the hole’s thread is called thread engagement. For strong connections, you want at least 70% thread engagement. Using the wrong drill bit changes this engagement:
- Too small a hole: High engagement, but tapping is hard and threads may strip.
- Too large a hole: Low engagement, the bolt may pull out under load.
The 6. 8mm size is a balance—good strength, easy tapping.

Credit: littlemachineshop.com
What If You Don’t Have A 6.8mm Drill Bit?
This is a common problem, especially for home workshops. Here’s what you can do:
- Try a 17/64” drill bit, as mentioned earlier.
- Use a 7.0mm drill bit. The threads will be a bit shallower, but still workable for non-critical parts.
- Buy a tap and drill set. These sets are inexpensive and ensure you always have the right bit.
If you’re doing important work (like car engines or safety-critical parts), always use the correct size.
Advanced Tip: Adjusting Drill Size For Thread Fit
Experienced machinists sometimes adjust the drill size slightly for a tighter or looser fit:
- For loose-fitting bolts or soft materials, a 7.0mm bit can be used. This makes tapping easier.
- For maximum strength in steel, stick to 6.8mm.
This adjustment requires practice and is not usually recommended for beginners, but can help in special cases.

Credit: www.homedepot.com
Using A Drill Size Chart
A drill size chart is an essential tool in any workshop. It shows the correct drill bit for every tap size and pitch. Here’s a brief look at what such a chart includes:
| Tap Size | Drill Size (mm) | Drill Size (inch) |
|---|---|---|
| M8 x 1.25 | 6.8 | 0.2677 |
| M10 x 1.5 | 8.5 | 0.3346 |
| M12 x 1.75 | 10.2 | 0.4016 |
A chart saves time and prevents mistakes. You can find reliable charts online, such as on Wikipedia.
How To Identify Tap And Drill Bit Sizes (if They’re Not Marked)
Sometimes you’ll find taps and drill bits without clear markings. Here’s how to identify them:
- Use a caliper: Measure the tap’s outside diameter. For an M8, it should be close to 8mm.
- Check thread pitch: Use a thread pitch gauge or compare with a known bolt.
- Measure drill bits: Use a caliper or drill gauge to check the size.
Never guess—using the wrong size can ruin your project.
Mistakes To Avoid When Buying Drill Bits
Choosing drill bits for tapping is not just about the number on the box. Here are some mistakes to watch out for:
- Buying cheap bits: Low-quality bits dull quickly, especially in metal.
- Ignoring material: Use high-speed steel (HSS) bits for metal, not regular bits.
- Not checking shank size: Make sure the bit fits your drill’s chuck.
- Using worn bits: A dull bit drills oversized holes—replace or sharpen them.
Investing in quality bits saves time and money in the long run.
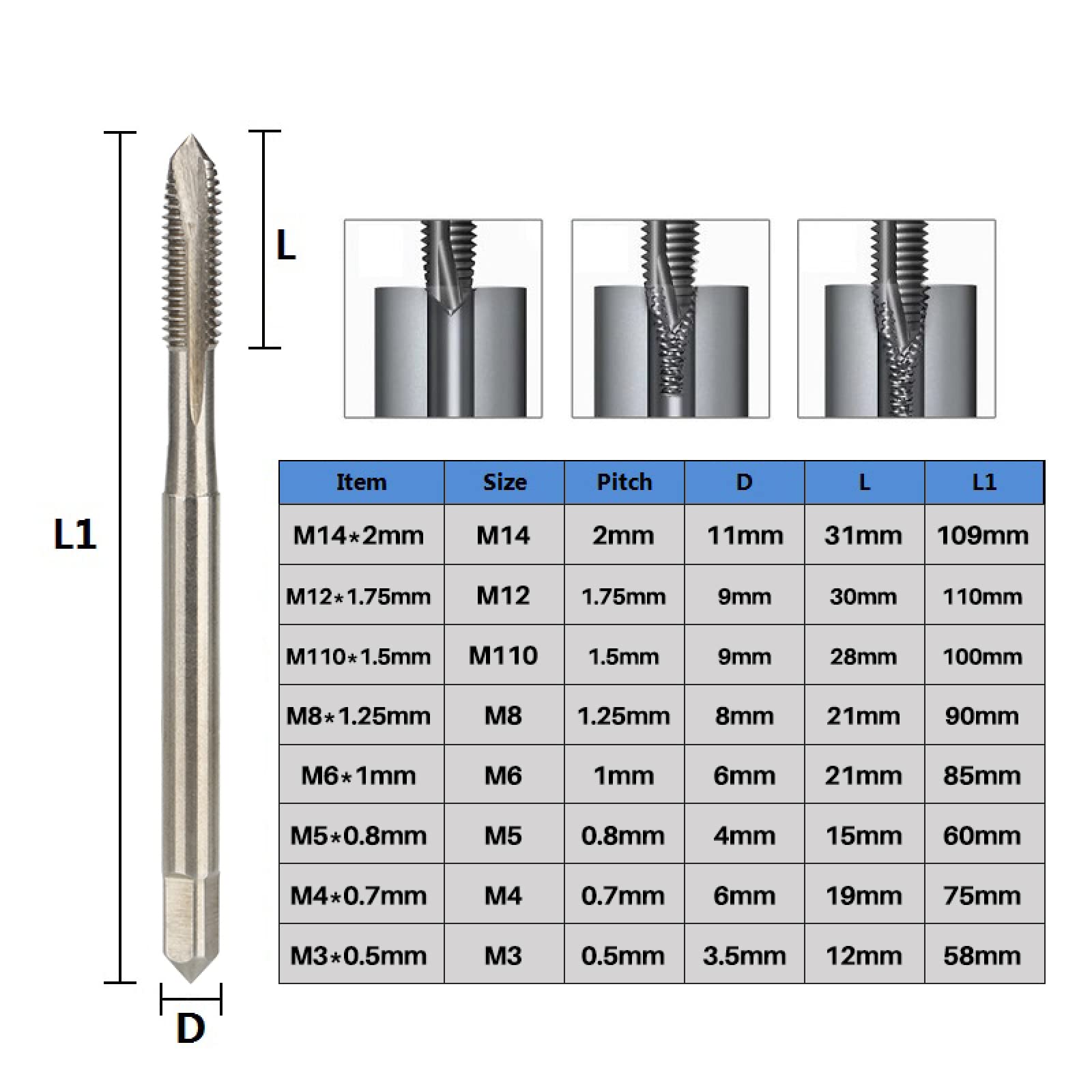
Choosing The Right Tap For M8x1.25
Not all taps are the same. Here are the main types:
- Taper Tap: Starts easily, good for starting threads.
- Plug Tap: Cuts most of the thread, good general purpose.
- Bottoming Tap: Cuts threads to the bottom of blind holes.
For most jobs, a plug tap is the best choice. Use a taper tap to start if you’re new to tapping.
Safety Tips When Drilling And Tapping
Safety is often overlooked, but drilling and tapping can be dangerous. Here are some important tips:
- Wear safety glasses: Chips can fly into your eyes.
- Secure your work: Use a vise to prevent movement.
- Go slow: Rushing can break taps or drills.
- Use cutting fluid: Reduces heat and makes drilling easier.
- Don’t force the tap: If it binds, back it out and clean the hole.
A broken tap can be very hard to remove, so work carefully.
What If The Threads Strip?
If you accidentally drill too big or strip the threads, don’t panic. Here are some solutions:
- Helicoil insert: This is a coil that fits into the stripped hole, giving you new threads.
- Tap a larger size: If possible, use an M10 tap and bolt.
- Weld and re-tap: For critical repairs, fill the hole with weld and re-tap.
Helicoil kits are common for automotive and machinery repairs.
Two Non-obvious Insights
- Drill Bits Wear Out Faster Than You Think: Even if your bit looks sharp, drilling metal dulls it quickly. A slightly worn bit can drill a hole that is 0.1mm oversized, which can weaken threads. For critical jobs, always use a new or freshly sharpened bit.
- Thread Lubrication Affects Fit: Using oil during tapping not only protects the tap but also results in smoother and more accurate threads. Dry tapping can produce rough threads that make bolts feel loose, even if the hole size is correct.
Frequently Asked Questions
Credit: www.amazon.ie
What Is The Closest Imperial Drill Bit Size To 6.8mm For An M8x1.25 Tap?
The Closest Imperial Size Is 17/64 Inch (about 6.75mm). It Is Slightly Smaller Than 6.8mm, So Tapping Will Be A Bit Tighter, But It Is Usually Acceptable For General Work.
Can I Use A 7mm Drill Bit For An M8x1.25 Tap?
Yes, But The Threads Will Be Shallower, And The Fit Will Be Looser. This Can Be Fine For Non-critical Applications, But For Best Strength And Fit, Use A 6.8mm Drill Bit.
What Happens If I Use Too Small A Drill Bit Before Tapping?
The Tap Will Have To Remove More Material, Making It Harder To Cut Threads. This Increases The Risk Of Breaking The Tap And Can Lead To Rough Threads That Strip Easily.
Is There A Difference Between M8x1.25 And M8x1.0 Taps?
Yes, The Main Difference Is The Thread Pitch. M8x1.25 Is Standard (coarse), With 1.25mm Between Threads. M8x1.0 Is Fine Pitch, With 1.0mm Between Threads. Each Requires A Different Drill Bit Size.
How Deep Should I Tap A Hole For An M8 Bolt?
The Rule Of Thumb Is At Least 1 To 1.5 Times The Bolt’s Diameter. For An M8, This Means At Least 8–12mm Of Thread Engagement. Make Your Drilled Hole A Little Deeper Than This To Allow For The Tap’s Pointed End.
Drilling and tapping may seem simple, but getting the details right makes all the difference. By understanding why a 6.8mm drill bit is best for an M8x1.25 tap, and following the practical tips in this article, you’ll achieve strong, reliable threads every time. Whether you’re fixing a machine or building something new, remember: precision at this step pays off in the long run.