When you want to create strong, reliable threaded holes for bolts, knowing the right drill size is essential. This might sound simple, but many people, even those with experience, often get confused by tap sizes and drill charts. If you’re planning to tap a 3/8-16 thread, the process is not just about grabbing a drill and hoping for the best. The wrong drill size can lead to weak threads, broken taps, or even ruined workpieces. In this article, you’ll learn everything you need to know about the drill size for a 3/8-16 tap, plus 16 key details that will make your threading jobs easier, safer, and more precise. Whether you’re a machinist, a home DIYer, or just curious, this guide will help you avoid common mistakes and answer every question you might have.
Understanding The 3/8-16 Tap
A 3/8-16 tap is a tool used to cut threads inside a hole, so that a 3/8 inch diameter bolt with 16 threads per inch can screw into it. The “3/8” part is the major diameter (the outer size of the thread), and “16” is the number of threads per inch. This thread type follows the Unified National Coarse (UNC) standard, commonly used in North America.
The main challenge is choosing the correct drill bit to create the right size hole before tapping. If the hole is too small, tapping becomes difficult and the tap may break. If the hole is too large, the threads will be weak and may strip easily.
1. The Correct Drill Size For A 3/8-16 Tap
The most important detail: The recommended drill size for a 3/8-16 tap is 5/16 inch. In decimal, this is 0.3125 inches or 7.94 mm. This size creates a hole that allows the tap to cut clean, full threads without excessive force.
Many machinists and charts use the #Q drill bit (0. 3320 inches), but this is slightly larger and may be used for softer materials or looser fits. For standard work, stick with the 5/16″ drill bit.
2. Why Drill Size Matters
Choosing the correct drill size is crucial for several reasons:
- Proper thread engagement: If the hole is too small, the tap will remove too much material, making it hard to turn and increasing the risk of breakage.
- Thread strength: Too large a hole leads to shallow threads that won’t hold a bolt well.
- Tool life: The correct size reduces wear on your tap and drill bit.
A common mistake is using a drill that is too small, thinking it will create tighter threads. In reality, this makes tapping very difficult and often damages the tool or workpiece.
3. How To Use A Drill And Tap Chart
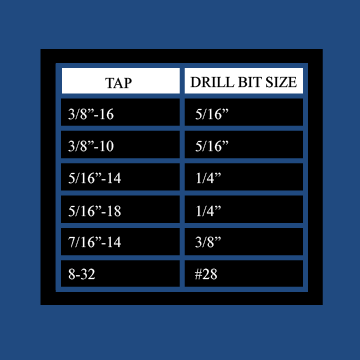
Most workshops have a drill and tap chart on the wall or in a toolbox. These charts show the correct drill size for each tap size. For a 3/8-16 tap, look for the row with “3/8-16 UNC” and see the recommended drill size.
Charts may list sizes in fractions, decimals, or millimeters. Always double-check the chart before drilling, since using a metric bit by mistake can lead to problems.
4. Drilling In Different Materials
The recommended drill size can change based on the material:
- Soft materials (like aluminum or plastic): You can use the standard 5/16″ size.
- Hard materials (like stainless steel): Sometimes a slightly larger drill, such as a “Q” bit (0.3320″), helps prevent tap breakage by reducing friction.
- Thin materials: Use the standard size, but be careful not to drill through too quickly.
A smart tip: If tapping feels difficult, try drilling a test hole in scrap material to fine-tune your drill size.
5. Tap Drill Size Formula
The formula to calculate the tap drill size for UNC threads is:
Tap Drill Size = Major Diameter – (1 / Threads per Inch)
For 3/8-16:
0.375″ (3/8) – (1/16) = 0.3125″ (5/16″)
This formula helps if you’re ever unsure or working with odd thread sizes.
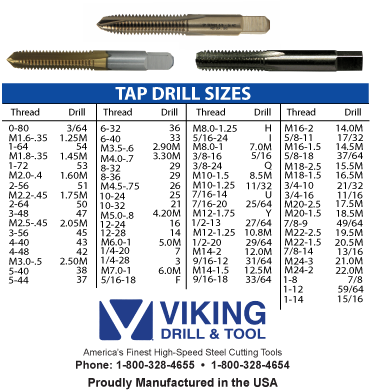
Credit: www.vikingdrill.com
6. Tap Types And Their Impact
Not all taps are the same. The main types are:
- Taper tap: Starts threads gently, good for starting holes.
- Plug tap: Most common, good for through or blind holes.
- Bottoming tap: Cuts threads to the bottom, for blind holes.
Using a taper tap first can make tapping easier, especially in tough materials. The drill size stays the same, but the tapping process is smoother.
7. Metric Conversion For 3/8-16 Tap Drill Size
Sometimes you only have metric drill bits available. The closest metric size to 5/16″ is 8.0 mm (0.31496″). This is slightly larger but works for most cases, especially with hand tools. If precision is critical, try to use the exact imperial size.

Credit: guide.toolant.com
8. Thread Percentage And Engagement
Thread percentage is the amount of thread depth compared to the full thread form. For most applications, 75% thread is ideal. More than 75% is not always better; it can make tapping harder without adding strength.
For 3/8-16, a 5/16″ hole gives about 75% engagement. Using a slightly larger drill (like “Q” or 8. 5 mm) drops the thread percentage but makes tapping easier.
9. Drill Bit Wear And Accuracy
A worn drill bit can drill undersized holes, making tapping difficult. Always check your drill bits for sharpness. If a tap breaks, check the drilled hole size with a caliper. If it’s too small, replace the drill bit.
10. Tap Lubrication And Drilling Tips
Using the right lubrication reduces friction, makes cleaner threads, and extends tool life. For steel, use cutting oil. For aluminum, use light oil or kerosene. For plastic, lubrication is not usually needed.
Always drill straight. Use a drill press if possible for better accuracy. If drilling by hand, start with a center punch mark to keep the bit from wandering.
11. Steps For Tapping A 3/8-16 Hole
- Mark the hole location with a center punch.
- Drill the hole using the 5/16″ drill bit.
- Deburr the hole to remove sharp edges.
- Apply tapping fluid to the hole and tap.
- Start the tap straight and turn slowly, backing out every 1-2 turns to break chips.
- Clean the threads and test with a 3/8-16 bolt.
12. Effects Of Hole Depth
For blind holes (holes that do not go all the way through), make the hole deeper than the bolt length to allow for tap lead-in and chip space. A good rule is to drill the hole at least 1. 5 times the diameter deep (in this case, about 9/16″).
13. Common Mistakes And How To Avoid Them
- Using the wrong drill size: Always check your chart.
- Not using lubricant: Leads to broken taps.
- Forcing the tap: If it’s hard to turn, back out and clean the hole.
- Misaligned holes: Use a guide or drill press for best results.
- Ignoring drill bit wear: Replace dull bits for accurate sizing.
14. Thread Fit: Loose Vs. Tight
Sometimes you want a looser fit (easier to assemble, less likely to seize) or a tighter fit (more strength, less vibration). For a looser fit, use a slightly larger drill bit, like “Q” or 8.5 mm. For a tighter fit, use the standard 5/16″.
Be aware that too tight can make tapping almost impossible and may damage the tap.
15. Special Applications: Helicoils And Thread Inserts
If you need to repair damaged threads or make extra-strong threads in soft materials, you may use a Helicoil or thread insert. These require a special tap and usually a larger drill size. Always follow the insert manufacturer’s instructions, as the sizes are not the same as standard 3/8-16 tap drills.
16. Safety And Tool Care
Tapping can be dangerous if done carelessly. Wear safety glasses, especially when using power tools. Keep your workpiece secure in a vise. If the tap binds, stop and back it out—never force it.
Clean your tools after use. Taps and drill bits last longer when stored dry and free from chips or coolant.
Comparison: Drill Sizes For Common Tap Sizes
To help you see where 3/8-16 fits in, here’s a comparison of drill sizes for common UNC tap sizes:
| Tap Size | Threads per Inch | Recommended Drill Size | Decimal (inches) |
|---|---|---|---|
| 1/4-20 | 20 | #7 | 0.2010 |
| 5/16-18 | 18 | F | 0.2570 |
| 3/8-16 | 16 | 5/16″ | 0.3125 |
| 1/2-13 | 13 | 27/64″ | 0.4219 |
Credit: prathercue.com
Practical Example: Tapping A 3/8-16 Hole In Steel
Let’s say you need to tap a hole in a steel plate for a 3/8-16 bolt:
- Mark the center with a punch.
- Drill a 5/16″ hole using a sharp, high-speed steel bit.
- Apply cutting oil.
- Use a taper tap to start, then switch to a plug tap for depth.
- Back out every 1-2 turns to clear chips.
- Test with your bolt for fit.
If the tap feels too tight, check your hole size. If it’s smaller than 0. 3125″, the bit may be worn or the drill wandered off-center.
Tap Drill Size For 3/8-16 In Different Units
For those working with both imperial and metric tools, these conversions are useful:
| Drill Size | Inches (Decimal) | Millimeters |
|---|---|---|
| 5/16″ | 0.3125 | 7.94 |
| Q | 0.3320 | 8.43 |
| 8.0 mm | 0.31496 | 8.00 |
| 8.5 mm | 0.33465 | 8.50 |
Adjusting For Material Types
Sometimes, material type means you should adjust your drill size a little. For example:
- For cast iron, stick with the standard 5/16″. It’s brittle, so the threads cut easily.
- For mild steel, use 5/16″ but always use cutting fluid.
- For stainless steel, a “Q” or 8.5 mm drill bit can make tapping easier.
- For aluminum, 5/16″ is best, but you can get away with 8.0 mm.
Thread Pitch Vs. Thread Count
The thread pitch (distance from one thread to the next) is the inverse of threads per inch (TPI). For a 3/8-16, TPI is 16, so pitch is 1/16″ per thread (about 1.5875 mm).
Knowing the pitch helps when checking threads with a gauge or matching bolts to holes.
When To Use A Bottoming Tap
If your hole doesn’t go all the way through (a blind hole), use a bottoming tap after starting with a taper or plug tap. This allows you to cut full threads as close to the bottom as possible. The drill size stays the same.
Real-world Tip: Test Before Final Part
Many machinists and DIYers test their drill and tap setup on scrap material first. This checks fit, tool sharpness, and makes sure everything is aligned. Saving your final part for last reduces costly mistakes.
Advanced: Thread Classes And Fit
In high-precision work, thread fit is described by “classes” (2B is common for internal threads). The tap drill size for standard 3/8-16 is designed for a class 2B fit, which balances assembly ease and strength. For tighter fits, the drill size may be reduced slightly, but only with proper equipment and skill.
Troubleshooting Poor Threads
If your threads are loose, the hole was probably drilled too large. If the tap broke, the hole was too small or the tap was misaligned. Always measure your drilled holes before tapping, especially on critical jobs.
Thread Gauges And Checking Your Work
After tapping, use a thread gauge or a go/no-go bolt to check the hole. If the bolt fits snugly and turns by hand, you’ve done it right. If it’s too tight or loose, check your tools and technique.
Stuck Tap? How To Remove
If a tap breaks, try to back it out with pliers or a tap removal tool. If it’s stuck, you may need to use a punch to shatter the tap (if the material allows) or drill out the hole and use a thread insert.
Reference And Further Reading
For more details, visit the official Tap and Die Wikipedia page, which covers thread standards and tap types in depth.
Frequently Asked Questions
What Drill Size Do I Need For A 3/8-16 Tap?
The standard drill size for a 3/8-16 tap is 5/16 inch (0.3125 inches or 7.94 mm). This size gives about 75% thread engagement, which is ideal for most applications.
Can I Use A Metric Bit For A 3/8-16 Tap?
Yes, the closest metric size is 8.0 mm (0.31496″). This is slightly larger than 5/16″, but works in most cases, especially for hand tapping in softer materials.
Why Did My Tap Break While Threading?
Taps often break because the hole is too small, the tap is misaligned, or you didn’t use enough cutting fluid. Always check your drill bit size and use proper lubrication for the material.
Is It Better To Have Tighter Or Looser Threads?
For most uses, standard thread engagement (75%) is best. Too tight makes tapping difficult and risks breaking the tap, while too loose weakens the threads. Adjust your drill size only if you need a special fit.
What Do I Do If My Drilled Hole Is Too Large?
If the hole is slightly oversized, the threads will be weak. You can use a thread insert like a Helicoil to repair or strengthen the hole. For critical parts, it’s better to redrill and retap with the correct size.
—
Tapping a perfect 3/8-16 thread starts with choosing the right drill size. By understanding the details above, you can avoid costly mistakes and produce strong, reliable threads every time. With careful preparation, good tools, and a little practice, you’ll get professional results whether in the shop or at home.